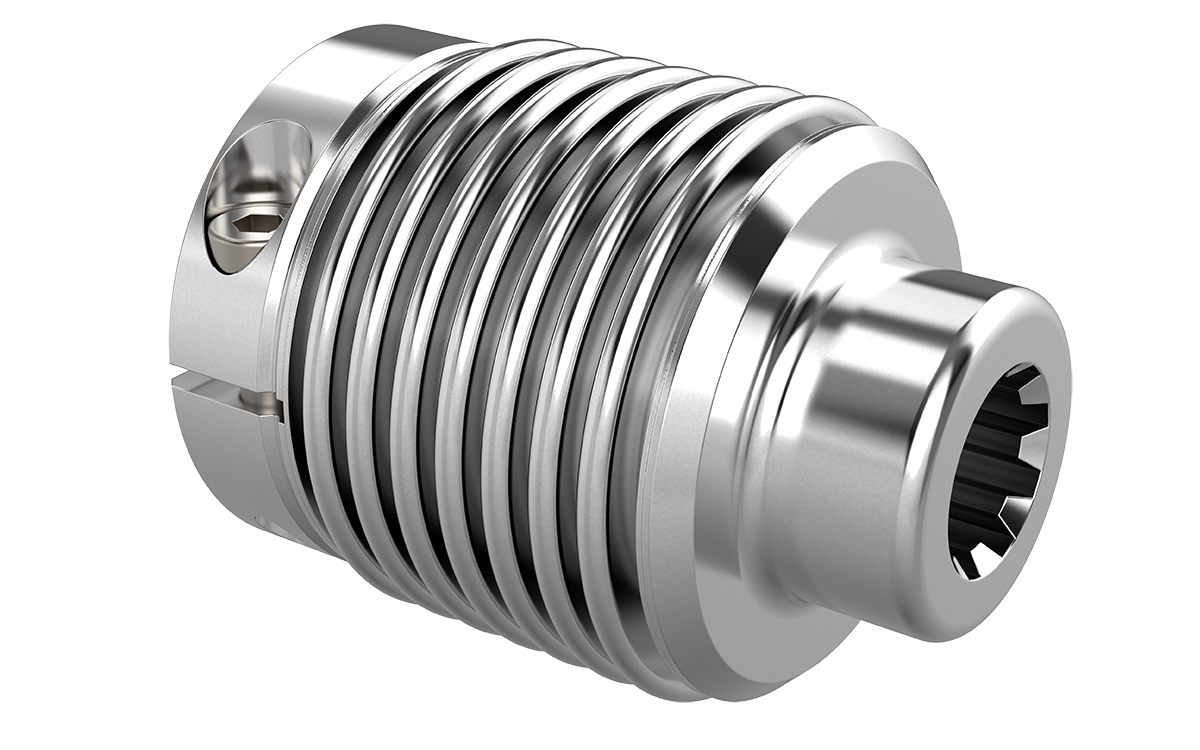
Arnold Umformtechnik, seit 1994 Teil der Würth-Gruppe, hat sich als führender Automobilzulieferer für Spezialschrauben und Verbindungselemente etabliert. Bekannt ist das Unternehmen unter anderem für die fließlochformende Schraube Flowform, die eine Blechverbindung ohne Vorloch ermöglicht und vor allem in Akku-Packs für Rahmenkonstruktionen und Batteriedeckel eingesetzt wird. Diese Schrauben werden prozesssicher mit hoher Drehzahl eingeschraubt und erfordern daher eine komplexe Antriebsgeometrie, die höchste Anforderungen an den Werkzeugbau am Standort Forchtenberg-Ernsbach stellt: Hier müssen Werkzeuge gefertigt werden, die diese anspruchsvolle Geometrie zuverlässig und in großer Stückzahl erzeugen.
Für Prozessverbesserungen im Werkzeugbau ist Dr.-Ing. Bastian Zimmermann verantwortlich, der als Bindeglied zwischen Konstruktion, Werkzeugbau und Presserei agiert. Sein Fokus liegt auf der Optimierung der Umformprozesse – insbesondere hinsichtlich Stabilität, Reproduzierbarkeit und Wirtschaftlichkeit. Dazu wird die gesamte Prozesskette inklusive Herstellung der Umformwerkzeuge analysiert und adaptiert. Selbst die gezielte Ausrichtung der feinen Riefen, die bei der Werkzeugbearbeitung entstehen, hat Einfluss auf das spätere Umformergebnis und die Standmengen der Werkzeuge.
Um die Produktionsprozesse in der Presserei kalkulierbarer zu gestalten und höhere Werkzeugstandmengen zu erzielen, setzt Arnold konsequent auf technologische Weiterentwicklung im Werkzeugbau. Dies umfasst auch den Ausbau und die Modernisierung des Maschinenparks: Neben klassischen Maschinen zum Fräsen, Drehen, Schleifen und Erodieren ergänzt heute ein HSC-Bearbeitungszentrum für das fünfachsige Hartfräsen das Portfolio. „Mit der Hartbearbeitung erreichen wir bessere Werkzeugqualitäten“, erläutert Zimmermann. „In vielen Fällen können wir auf ergänzendes Schleifen oder manuelle Nachbearbeitung verzichten. Die 5-Achs-Bearbeitung erlaubt zudem wirtschaftlich neue, komplexe Konturen.“
CAM als Schlüssel in der Prozesskette
Der hohe Anspruch an Präzision und Effizienz lässt sich jedoch nur mit einer passenden Prozessinfrastruktur realisieren. Wichtig wurde daher die Umstellung auf ein CAM-System, das die Potenziale hochpräziser fünfachsiger Zerspanung auf modernen Bearbeitungszentren voll ausschöpft. Die bisherige Software bot keine ausgereiften Frässtrategien und hatte Defizite bei der Prozesssicherheit. Daher fiel die Wahl auf Hypermill von Open Mind. Mit diesem CAD/CAM-System lassen sich nicht nur anspruchsvolle Fräsaufgaben, sondern auch Drehen und Erodieren in einer Umgebung programmieren. Besonders die Möglichkeit einer einheitlichen Programmierung aller Zerspanungsprozesse war für Zimmermann entscheidend.
In einer Testphase überzeugte Hypermill beim Hartfräsen mit bislang unerreichter Oberflächengüte. Industriemechaniker Tim Blechl berichtet: „Die Bedienung ist intuitiv und die Vielzahl der Fünf-Achs-Strategien einzigartig. Für jede Bearbeitung lässt sich die optimale Strategie finden – das ist für die Herstellung von Presswerkzeugen entscheidend.“ Das Performance-Paket Hypermill Maxx Machining ermöglicht dabei erhebliche Zeitersparnisse: So konnte die Schlichtzeit an einem typischen Bauteil von 24 auf fünf Stunden reduziert werden. Das Trochoidalfräsen und der Einsatz konischer Tonnenfräser sorgen für eine hohe Abtragsleistung bei zugleich hervorragender Oberflächenqualität.
Virtuelle Maschinensimulation und Prozesssicherheit
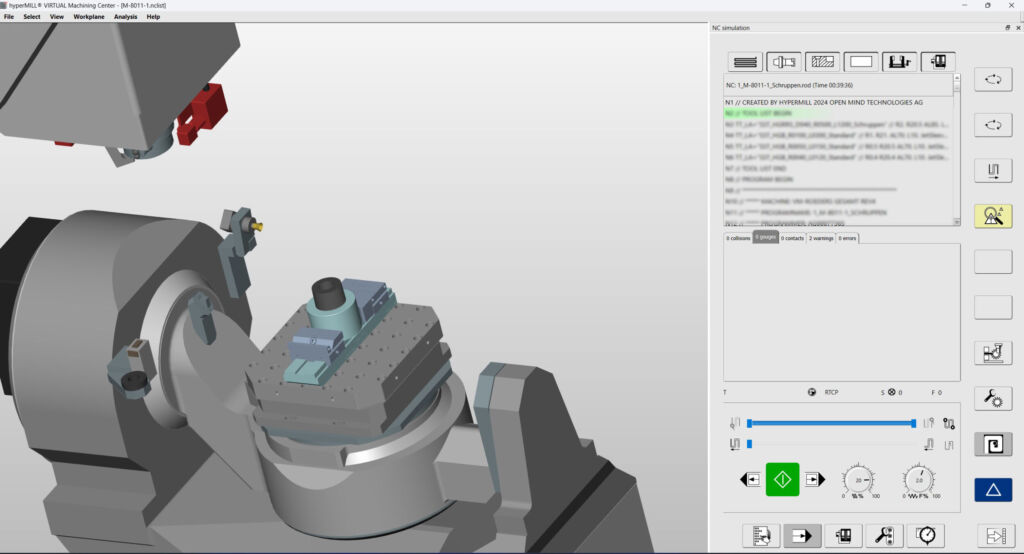
Ein wichtiger Schritt für die Sicherheit und Effizienz bei der komplexen 5-Achs-Bearbeitung war die Einführung von Hypermill Virtual Machining. Die NC-Code-Simulation auf Basis digitaler Zwillinge sorgt dafür, dass der erzeugte Code vorab auf Kollision und Prozessprobleme geprüft und optimiert wird. Das Optimizer-Modul erkennt gefährliche Situationen während der NC-Code-Generierung und passt die Fräsbahnen vollautomatisch an, sodass etwa unnötige Rückzüge auf Sicherheitsebenen entfallen und der Bearbeitungsprozess beschleunigt wird.
Die jüngste Erweiterung im Maschinenpark ist eine fünfachsige HSC-Fräsmaschine, die für die präzise Hartbearbeitung von Freiformflächen konzipiert ist. Das Zusammenspiel aus Bearbeitungszentrum und Hypermill garantiert die geforderte Präzision, Oberflächengüte sowie hohe Bearbeitungsgeschwindigkeit. Besonders der hochgenaue Flächenmodus von Hypermill nutzt feinste Punktverteilungen, um Oberflächenqualitäten von Rz<4µm bzw. Ra<0,3µm stabil zu erreichen – ein entscheidender Vorteil, um aufwändige Nachbearbeitungen zu vermeiden und die Standzeit von Umformwerkzeugen signifikant zu steigern.
Flexible und effiziente Werkzeugkonstruktion
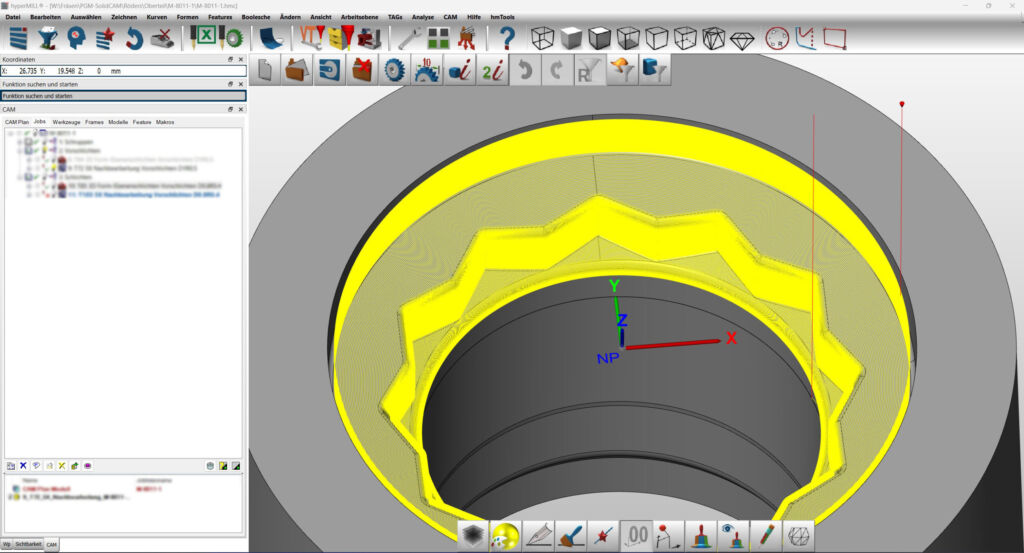
Bei der Herstellung von Prägewerkzeugen war früher eine aufwändige manuelle Auslegung im CAD-System notwendig, um feine Prägestrukturen prozesssicher ins fertige Umformteil bringen zu können. Mit Hypermill kann dies dank der 3D-Restmaterialbearbeitung heute effizient und mit geringer konstruktiver Vorbereitung erledigt werden. Die optimierten Hartbearbeitungsprozesse, die heute erzielbaren Bearbeitungsgenauigkeiten und das hohe Maß an Prozessintegration eröffnen dem gesamten Werkzeugbau und der Konstruktionsabteilung neue Perspektiven für effiziente Formwerkzeugentwicklung und die Neugestaltung von Umformprozessen.
Nicht zuletzt überzeugt die Betreuung durch Open Mind: „Bei Herausforderungen ist unser technischer Ansprechpartner schnell vor Ort und unterstützt uns mit praxisnaher Expertise“, so Blechl. Das trägt entscheidend dazu bei, die Leistungsfähigkeit und Zuverlässigkeit der gesamten Prozesskette von der Konstruktion bis zum fertigen Werkzeug abzusichern.