Die Firma MTM aus dem kanadischen Winnipeg, Manitoba, bietet Maschinenlösungen für die Herstellung mittelgroßer Leistungstransformatoren und für andere Branchen wie z.B. die Luft- und Raumfahrt oder die Medizintechnik. Dabei bietet das 1964 gegründete Unternehmen ein hohes Maß an Flexibilität für kundenspezifische Anpassungen, um besonderen Prozessabläufen oder Anlagenlayouts gerecht zu werden.
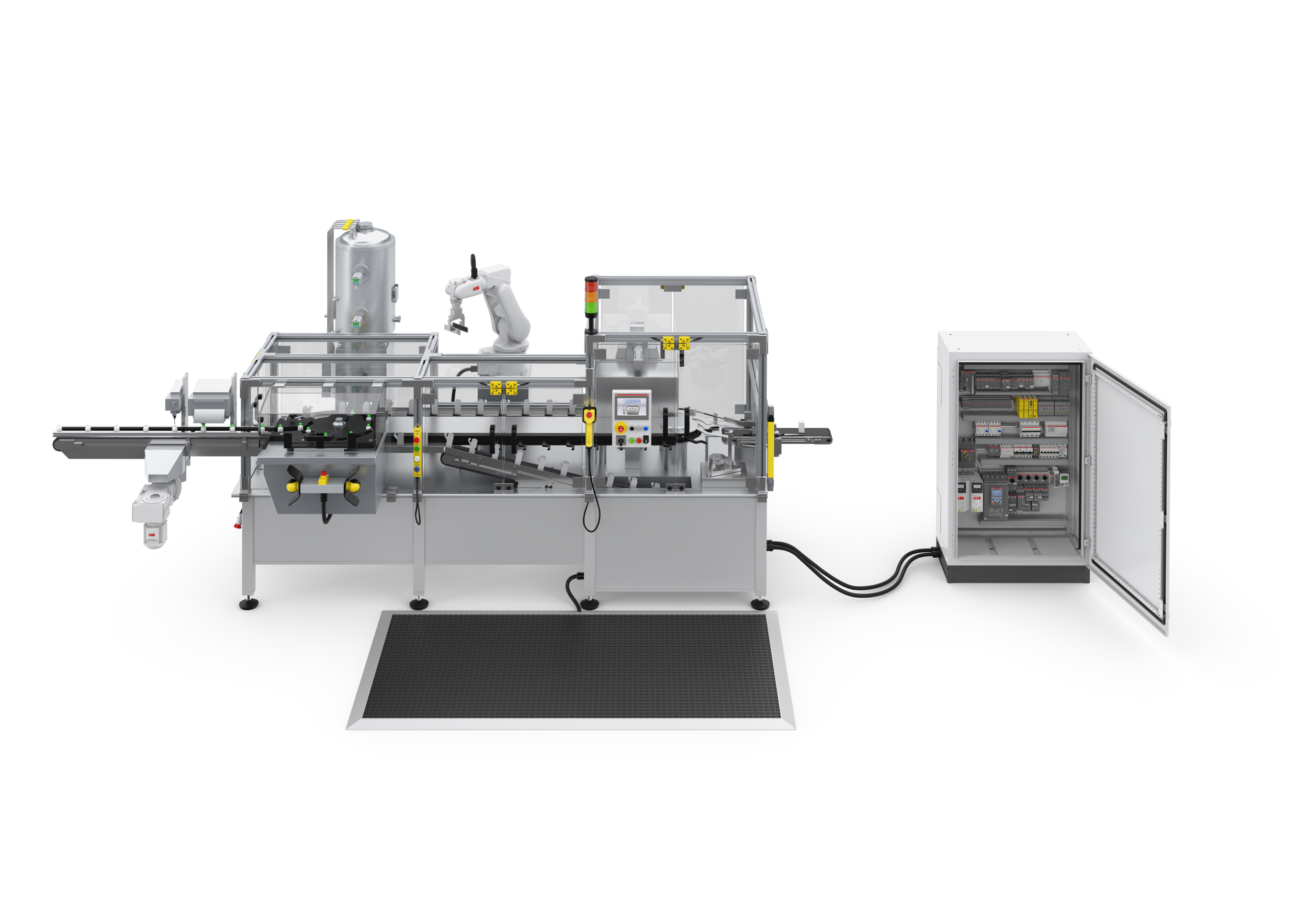
Die Maschine X-Shear XS600-P20E schneidet, stapelt und montiert Bleche für Transformatorkerne mithilfe von PC-basierter Automatisierung und Robotertechnik. In der Schneidzelle schneidet eine X-förmige Messerkonfiguration jede gewünschte Geometrie aus Blech in unterschiedlichen Breiten. Danach montieren zwei Knickarmroboter von Kuka in Verbindung mit zwei Pick&Place-Armen die Kernblechteile. Die Anlage ist so ausgelegt, dass die Stapelzelle im E-Stacking-Modus bis zu vier Transformatorkerne auf einmal schneiden und zusammensetzen kann und die geschnittenen Blechteile in 30 Segmentstapel sortiert, wenn sie sich nicht im E-Stacking-Modus befindet.
„Mit einer Länge von 13m und einer Breite von 8m war die bisherige Grundfläche der X-Shear bereits bis zu dreimal kleiner als die vieler Wettbewerber“, so MTM-Geschäftsführer Gord Atamanchuk. „Unsere integrierte Methode zum Be- und Entladen reduziert die Größe der Maschine. Die meisten anderen Anlagen platzieren die Segmentstapel linear hintereinander, wohingegen wir ein platzsparendes Gitterformat verwenden.“ Bei der Modernisierung der Maschine konzentrierten sich die Ingenieure daher auf eine Verbesserung des Durchsatzes, die Erhöhung der Schnittgenauigkeit sowie die Reduzierung der Komponenten- und Arbeitskosten.

Multitasking-Fähigkeiten als entscheidender Faktor
„Einer der Schlüsselfaktoren war die Implementierung einer Steuerung mit echten Multitasking-Fähigkeiten. Die Steuerungsplattform, die wir vorher verwendeten, konnte unsere Laufzeitanforderungen nicht erfüllen. Das System verfügte nur begrenzt über die Fähigkeit, Bedingungen oder Befehle parallel auszuführen, und das bedeutete, weniger Teile pro Minute“, erklärt Eduard Streichert, Leiter Elektrokonstruktion bei MTM. In den fünf Jahren vor dem Redesign hatte das Ingenieursteam bereits die anderen Maschinen des MTM-Portfolios auf PC-based Control von Beckhoff umgestellt. Nun wurde mit der X-Shear XS600-P20E auch die größte und komplexeste Maschine aktualisiert.
In der Automatisierungssoftware Twincat 3 und dem Schaltschrank-Industrie-PC C6930 von Beckhoff fand MTM eine geeignete Multitasking-Steuerung zur Weiterentwicklung der X-Shear. Die multiplen Laufzeiten und Core-Isolation-Funktionen in Twincat ermöglichen eine deterministische Steuerung paralleler Aufgaben, einschließlich der Hochgeschwindigkeitskoordination der X-förmigen Schneidwerkzeuge. Mit der Visual-Studio-Integration lässt sich mit Twincat zudem die für das Projekt und den Ingenieur günstigste Programmiersprache – IEC61131-3 oder Hochsprachen – nutzen.
Der Schaltschrank-IPC C6930 liefert mit einem Intel-Core-i5-Prozessor der siebten Generation mit vier Kernen laut Streichert eine hohe Rechenleistung: „Als echter Multitasking-Controller reduziert der C6930 die Maschinenzykluszeiten, sodass der Durchsatz deutlich höher ist. Der IPC bietet eine kombinierte Lösung für PC- und SPS-Funktionen. Das reicht von der Anbindung an übergeordnete Systeme über die Möglichkeit der Fernwartung bis hin zur Speicherung von Rezepten und der Ausführung der HMI in Visual Basic.“
Als Bedienerschnittstelle wählte MTM ein Multitouch-Control-Panel CP3921 mit kundenspezifischer Tasterweiterung. Der IP-65-geschützte 21″-Touchscreen ist an der Schneidzelle am Tragarm montiert. Dabei setzte MTM beim Panel-Anschluss erstmals auf die Anschlusstechnik CP-Link 4 (One Cable Display Link), die als Einkabellösung neben dem Videosignal und USB2.0 auch die Stromversorgung integriert, erklärt der regionale Beckhoff-Vertriebsingenieur Amir Kassaian. Ebenfalls einen hohen Bedienkomfort bietet die Stapelzelle mit dem eingebauten 12″-Multitouch-Control-Panel CP2912.
Ethercat und Motion Control erhöhen die Geschwindigkeit
Für Beckhoff-Applikationsspezialist Chris Timmermans gehörten die Upgrades im Bereich Motion Control und bei der Vernetzung zu den wichtigsten Aspekten des X-Shear-Projekts. „MTM ist komplett auf die Beckhoff-Plattform umgestiegen und hat die Servoverstärker AX5000 und die Servomotoren AM8000 sowie verschiedene Getriebe für die Schneidachsen implementiert. Die Ethercat-Klemme EL7211 zur Ansteuerung der Servomotoren AM8100 ergibt zudem eine kompakte Motion-Lösung.“ Die Twincat-Tools halfen laut Streichert, um bei der Feinabstimmung der Bewegungen bestmögliche Genauigkeit zu erreichen: „Beim Tunen der Motoren an der X-Shear nutzen wir Twincat Scope View und können damit Höchstleistungen des Systems erreichen.“
www.beckhoff.com